
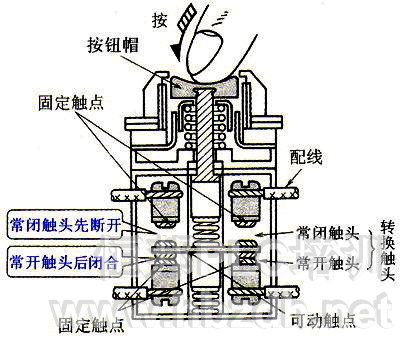
设备上急停按钮触点有使用常开触点(尤其在一些PLC输入上)的,也有使用常闭触点的。因此,经常有人问起,急停按钮到底使用常闭触点,还是使用常开触点。在设计中,在使用急停的场合还是要尽量使用常闭触点。原因如下:

(1)从动作时间上来说
常闭触点由闭合到断开的时间要比常开触点由自然状态到闭合的时间短的多。也许你要说,哪能少多少呀?这么短的时间无所谓。但我要说,这在发生危险需要急停时,尤为重要。这时,再短的时间,哪怕毫秒级甚至是微秒级的时间也是非常重要的。要知道,事故就是在很短的时间内发生的。你可以想一想,在这么短的时间内,你使用常开触点可能没把机器停住或断开开关,造成了重大机器损坏或人身伤亡事故。但使用常闭触点就有可能把机器停止或让人触电时间短一些,避免这一切的发生。
(2)从按钮机构上来说
我们知道,急停按钮无论是常闭还是常开触点,在不按到位(按到底)的情况下,会重新弹起来,从而使动作使效。使用常开触点时,在急停按钮未按到位时,急停是未起到任何作用的(因常开触点未闭合);而使用常闭触点时就不一样了,无论急停按钮按没按到位,只经触点动作了,急停就起作用了。

(3)从其控制线路上来说
不用多说,急停按钮最基本的作用就是在紧急情况下的紧急停车,避免机械事故或人身事故。但是,由于机器的长时间运行,线路尤其是急停线路部分,有可能造成故障断路。这时,如果急停按钮使用常开触点,急停部分的线路故障就会发现不了,如果到时用急停按钮的时候再发现就已经晚了。而用常闭触点时,当急停部分的线路发生故障时,最多会造成机器的停车,损失会相对小些。
正是基于以上几点原因,在设计电气控制系统时,急停按钮最好还采用常闭触点。












 咨询PLC培训请
咨询PLC培训请